-

鑫选包装(山东)有限公司
主营:出口200升塑料桶,出口25升塑料桶,出口吨桶

鑫选包装(山东)有限公司
主营:出口200升塑料桶,出口25升塑料桶,出口吨桶 6
6
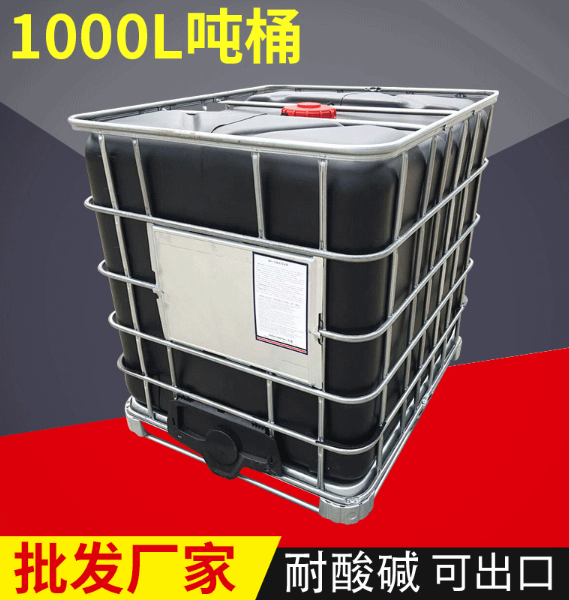
塑料吨桶是由内容器和金属框架组合而成,内容器采取高分子量高密度聚乙烯吹塑成型,强度高、耐、卫生性好。加上外部金属框架越发寂静可靠。经济性:采取集装桶包装,可以大副低沉生产、储存、运输、操作成本。海南1000升二手吨桶厂家 质量保证
容器配备了可调球阀,排液方便可靠。阀体材质为HDPE,球体为PP,化学相容性好,阀门密封件为三元乙丙胶混合胶(EPDM),另有ETFE、PE、丁睛胶等多种材质可供选择。阀门放料口螺纹为标准螺纹S60×6,并备有转换接头供客户选用,可将放料口螺纹S60×6转换为美制细牙2”NPS螺纹及快速接头,满足客户卸料的特殊要求
IBC吨桶所用的主要原料为4506UV高密度聚乙烯(HDPE),是无味、无臭、无毒的颗粒状产品。它具有良好的耐热性和耐寒性,硬度、拉伸强度、电绝缘性能和韧性都很好,而且具有很好的化学稳定性,在室温下几乎不溶于任何**溶剂,耐多种酸、碱及盐类溶液的腐蚀,还具有优良的耐环境应力开裂和热应力开裂性能,表面硬度高,尺寸稳定性好。
框架采用的钢材经自动弯管设备加工而成,框架及托盘使用特定的进行设计,结构合理,可靠性好,抗意外跌落和重载容器堆叠性能优异,能够满足II类化学危险品的装运要求。
IBC桶在生产的过程中有哪些步骤
IBC桶在生产的过程中主要是通过挤出吹塑成型,就是将熔融状态下的塑料管环,放置在模具内,借助压缩空气进行吹胀冷却,这样就可以得到一定形状的IBC桶。下面小编就为大家详细介绍产品挤出吹塑成型步骤。
产品在生产过程中可以通过罐型坯的吹胀比(型坯直径与成品**大直径之比)可达1:4,但通常以1:2为宜。
挤出的吹塑锁模过程中,可以使用液压传动,也是可以使用机械传动。生产的过程中其锁模压力应该可以防止在型胚中吹胀时模具的开启,能够是模具的切料刃口切断型坯,能够使用两块模板同时进行加工。
在挤吹产品的过程中,通常司不需要过高的强度,因此可以使用铝、铜以及环氧树脂材料进行制造。
IBC桶在挤出吹塑过程主要包括以下几个步骤:
1、先使用挤出机经过机头获得一定尺寸的灌状烙融物料,挤出型胚的方法有间歇性挤出法两种。间歇挤出法是挤出型坯后,停止挤出机螺杆的转动,然后再吹塑、冷却、脱模。使用连续挤出法挤出型胚以后,并不能停止挤出机螺杆的转动,是需要连续不断地挤出型坯,供后续的吹塑、冷却等工序。
2、产品挤出以后,经过夹入以后闭合模具,由吹塑系统将型坯吹胀成模具所具有的形状,直到冷却定型可以出模为止。吹塑的方法主要有针吹法、**吹法、底吹法三种。使用针吹法就是在吹针机构中设置一个半片在模具中,当模具子哦啊闭合的时候,使用吹针进行前进,刺破型坯壁,并且以压缩空气进行吹胀型坯,然后就可以退回吹针,熔融物料密闭针孔痕迹。**吹法在模具闭合的时候型胚在**部开口,然后将压缩的空气吹入芯轴。底吹法的型坯是从挤山机挤山后落到模具底部的吹气芯轴上,吹气型胚的作用就是除了吹胀型坯以外,还和模具颈部的两半配合夹住型坯。
3、产品经过吹胀成型以后,可以加大压缩空气的数量然后使用模具夹套通过冷却水进行定行,脱模成为IBC桶。
以上就是为大家讲述IBC桶在挤出吹塑成型步骤步骤,这样就可以生产出质量比较好的产品。